
4.0. SIZDIRMAZLIK ELEMANLARI RESİMLENDİRME VE ÖLÇÜMLENDİRME TEKNİĞİ
Sızdırmazlık elemanları genel olarak elastomerlerden kalıplama tekniği ile üretildikleri için, makinacılıkta kullanılan ölçümlendirme tekniği kullanılmaz. Makinacılık teknik resimlerinde, örneğin; dairesel kesitli bir parçadan söz edersek ölçümlendirme iç çap, dıș çap ölçümlendirmesi gibi yapılır.
Bu tarz ölçümlendirme tekniği talașlı imalat için uygundur. Ancak sızdırmazlık elemanlarının elastometrik malzemelerden yapıldığı, yani elastik oldukları düșünülürse, yukarıda anlatılan gibi yapılan bir ölçümlendirme ile bazı durumlarda ölçme yapmak imkansızlașır. Bu neden ile kumpas, mikrometre gibi klasik ölçü aletleri ile ölçüm yapabilmek son derece zordur.
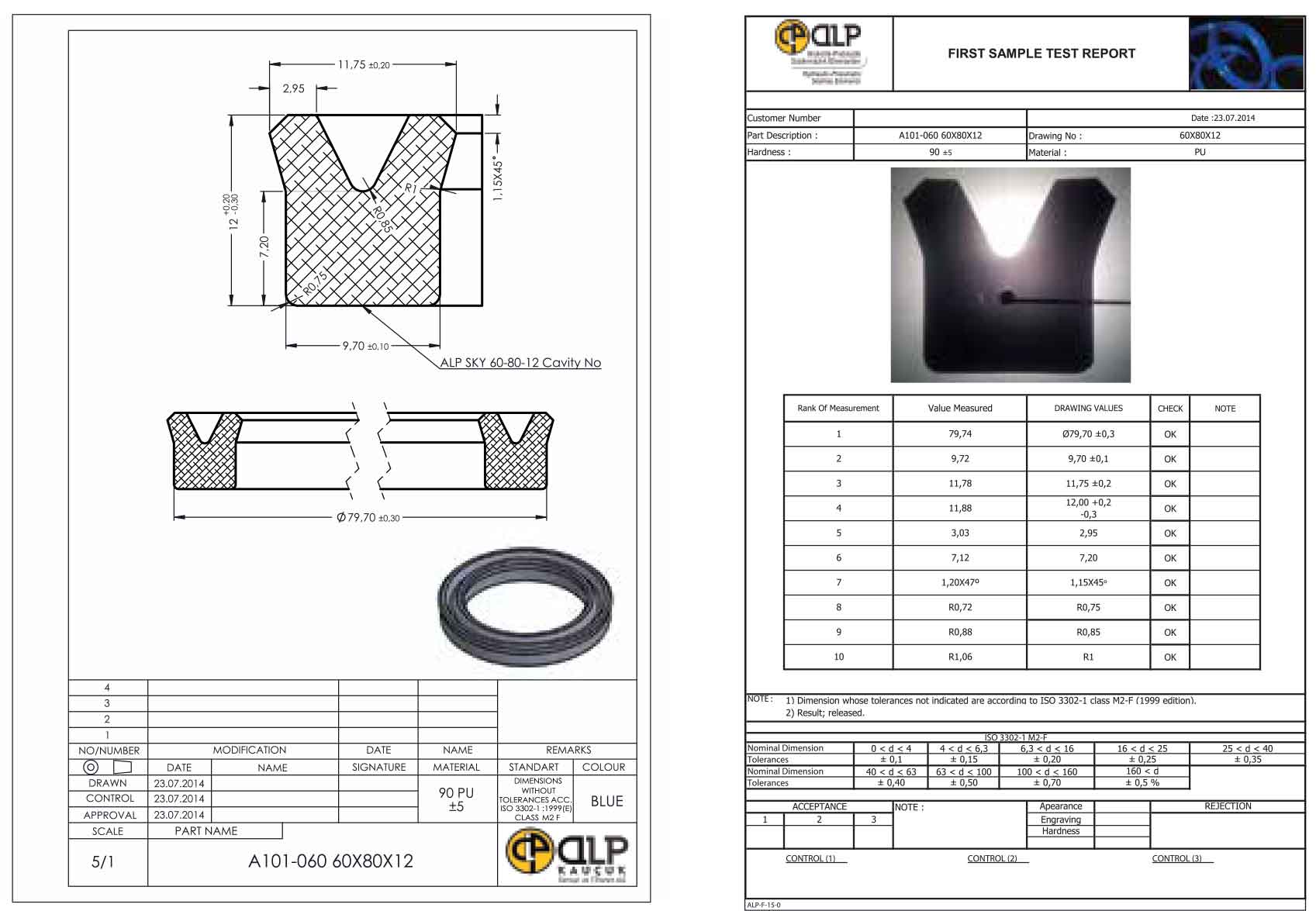
Așağıda örneği verilen teknik resimdeki gibi yapılan bir ölçümlendirme, daha sonra ürün üzerinde yapılacak ölçümlerin kolaylașmasını sağlayacaktır. Bu teknik resimde, bir adet çap ölçüsünün verildiğini görürüz. Çapsal tolerans çelik malzemeler ile kıyaslandığında oldukça büyüktür.
Bu neden ile ölçüm sırasında yapılabilecek ölçüm hatalarının toleranslar dahilinde kalacağını düșünmemiz yanlıș olmaz. Sızdırmazlık elemanının, diğer boyutsal ölçülerinin tamamının hep kesit üzerinde verildiğini görüyoruz.
Sızdırmazlık elemanından alınacak bir kesit örneği ile profil projeksiyon yada profil mikroskobu gibi bir ölçüm aleti ile çok kolay ölçme yapılacaktır.
Așağıdaki tabloda ISO 3302-1 1999 Edition‘dan alınan ve konu ile ilgili olan toleranslar görülmektedir. Burada, dünyada iyi bilinen sızdırmazlık elemanları üreticilerinin kullanmıș olduğu, Class M2-F sütunu kullanılmaktadır. Bu toleransların, maksimum değerleri ifade ettiği unutulmamalıdır. Diğer önemli bir husus ise her zaman tabloda ifade edildiği gibi ± sapma değerinin kullanılma zorunluluğunun olmadığıdır. Bu șekilde bir ürün için toleranslandırma yaparken ,çalıșma koșulları dikkate alınarak, bazen + yada - yönde diğerine nazaran toplam sapma sınırları içinde kalınarak tolerans verilebilir.
|
TABLO 3-ELASTOMERLERDE İZİN VERİLEN TOLERANSLAR |
|||||||||
|
|
CLASS M1 |
CLASS M2 |
CLASS M3 |
CLASS M4 |
|||||
|
NOMİNAL ÖLÇÜ |
F |
C |
F |
C |
F |
C |
F |
C |
|
|
İzin verilen ölçü toleransları (mm) |
|||||||||
|
≤ 6,3 |
± 0,10 |
± 0,10 |
± 0,15 |
± 0,20 |
± 0,25 |
± 0,40 |
± 0,50 |
± 0,50 |
|
|
6,3< |
≤10 |
± 0,10 |
± 0,15 |
± 0,20 |
± 0,20 |
± 0,30 |
± 0,50 |
± 0,70 |
± 0,70 |
|
10 < |
≤16 |
± 0,15 |
± 0,20 |
± 0,20 |
± 0,25 |
± 0,40 |
± 0,60 |
± 0,80 |
± 0,80 |
|
16< |
≤25 |
± 0,20 |
± 0,20 |
± 0,25 |
± 0,35 |
± 0,50 |
± 0,80 |
± 1,00 |
± 1,00 |
|
25< |
≤40 |
± 0,20 |
± 0,25 |
± 0,35 |
± 0,40 |
± 0,60 |
± 1,00 |
± 1,30 |
± 1,30 |
|
40< |
≤ 63 |
± 0,25 |
± 0,35 |
± 0,40 |
± 0,50 |
± 0,80 |
± 1,30 |
± 1,60 |
± 1,60 |
|
63< |
≤100 |
± 0,35 |
± 0,40 |
± 0,50 |
± 0,70 |
± 1,00 |
± 1,60 |
± 2,00 |
± 2,00 |
|
100< |
≤160 |
± 0,40 |
± 0,50 |
± 0,70 |
± 0,80 |
± 1,30 |
± 2,00 |
± 2,50 |
± 2,50 |
|
İzin verilen ölçü toleransları (%) |
|||||||||
|
160< |
|
0,30 |
|
0,50 |
|
0,80 |
|
1,50 |
1,50 |
|
ISO 3302-1 (1999 EDITION)den alınmıștır. |
|||||||||
|
TABLO 4-TALAȘLI ÜRETİMLE ELDE EDİLEN PTFE VEYA TERMOPLASTİK ÜRÜNLERDE KULLANILACAK TOLERANSLAR |
|||
|
NOMİNAL ÖLÇÜSÜ |
DIN 7168’E GÖRE TOLERANSLAR ‘’MEDIUM’’ |
SINIRLI ÇALIȘMA TOLERANSLARI |
|
|
≤ 6 |
± 0,1 |
0,10 |
|
|
6< ≤ 30 |
± 0,2 |
0,15 |
|
|
30< ≤ 65 |
± 0,3 |
0,20 |
|
|
65 < ≤ 120 |
± 0,3 |
0,30 |
|
|
120 < ≤ 200 |
± 0,5 |
0,40 |
|
|
DIN 7168’den alınmıștır. |
|||